


|
||
點膠機對針點: 設置加工文件的對針點,默認為加工文件的第一個點。 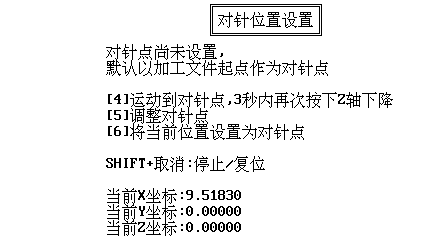 軌跡速度: 進行軌跡加工時的速度 軌跡加速時間: 由起步速度到軌跡速度所需要的時間,該值越小,速度變化越快.若設置為0則以軌跡速度進行勻速加工 開膠延時: 膠槍打開需要響應時間 關膠延時: 膠槍關閉需要響應時間 滯后開膠延時: 使用滯后開膠功能時膠槍滯后打開的時間。 提前關膠距離: 使用提前關膠功能時膠槍提前關閉的距離。 拉絲高度:退槍時以一個較小的速度抬起一小段距離,再繼續退槍,若設置為0則關閉拉絲功能。 拉絲速度:該速度一般設置的比較小,用來進行緩慢拉絲。 拉絲延時:到達拉絲高度后停頓一段時間再繼續退槍。 膠槍所在層對應設置:滴塑時刻使用該參數來選擇膠槍所在層(1~8層),可通過廠商參數的輸入端口配置中設定的對應輸入信號來選擇單獨加工某層。 加工完回停止位置:若設置為“是”則文件加工完畢回到設定的停止位置。 文件號對應:查看和設置該文件對應的文件號。主要是方便以數字的形式來選擇文件。 |
||
| 上一篇:清明即將迎來一波冷空氣 下一篇:如何選擇正確的點膠機呢? | ||
 主站蜘蛛池模板:
美女胸18下看禁止免费视频|
三上悠亚久久精品|
久久久亚洲精品无码|
99国产精品永久免费视频|
亚洲v欧美v日韩v国产v|
97se亚洲国产综合在线|
平邑县|
大肉大捧一进一出好爽视频mba|
亚洲国产精品线观看不卡|
亚洲国产大胸一区二区三区|
国产精品成人久久电影|
亚洲高潮喷水无码AV电影|
中文字幕无码免费久久99|
行唐县|
成人特黄特色毛片免费看|
国产精品一区二区国产主播|
巨爆乳中文字幕爆乳区|
国产精品亚洲一区二区三区|
一本一道av无码中文字幕麻豆|
中国老妇xxxx性开放|
麻豆久久久9性大片|
人妻系列中文字幕精品|
国产成人a在线观看视频免费|
极品蜜桃臀一区二区av|
亚洲激情在线一区二区三区|
久久精品免视看国产成人|
久久精品国产99久久6|
日韩免费码中文在线观看|
国产成人啪精品午夜网站|
亚洲精品三区四区成人少|
狠狠躁夜夜躁人人爽天天5|
制服jk白丝h无内视频网站|
洪雅县|
日韩精品一区二区蜜臀av|
亚洲WWW永久成人网站|
成人无码午夜在线观看|
99www久久综合久久爱com|
国产日韩av二区三区|
在线日韩日本国产亚洲|
99精品视频在线观看免费蜜桃|
久久精品国产91久久麻豆|
主站蜘蛛池模板:
美女胸18下看禁止免费视频|
三上悠亚久久精品|
久久久亚洲精品无码|
99国产精品永久免费视频|
亚洲v欧美v日韩v国产v|
97se亚洲国产综合在线|
平邑县|
大肉大捧一进一出好爽视频mba|
亚洲国产精品线观看不卡|
亚洲国产大胸一区二区三区|
国产精品成人久久电影|
亚洲高潮喷水无码AV电影|
中文字幕无码免费久久99|
行唐县|
成人特黄特色毛片免费看|
国产精品一区二区国产主播|
巨爆乳中文字幕爆乳区|
国产精品亚洲一区二区三区|
一本一道av无码中文字幕麻豆|
中国老妇xxxx性开放|
麻豆久久久9性大片|
人妻系列中文字幕精品|
国产成人a在线观看视频免费|
极品蜜桃臀一区二区av|
亚洲激情在线一区二区三区|
久久精品免视看国产成人|
久久精品国产99久久6|
日韩免费码中文在线观看|
国产成人啪精品午夜网站|
亚洲精品三区四区成人少|
狠狠躁夜夜躁人人爽天天5|
制服jk白丝h无内视频网站|
洪雅县|
日韩精品一区二区蜜臀av|
亚洲WWW永久成人网站|
成人无码午夜在线观看|
99www久久综合久久爱com|
国产日韩av二区三区|
在线日韩日本国产亚洲|
99精品视频在线观看免费蜜桃|
久久精品国产91久久麻豆|



