


|
||
點膠機選擇加工指令類型在文件編輯界面,通過上下鍵將焦點移動到“類型”一欄,按下確定鍵,彈出選擇加工點類型界面: 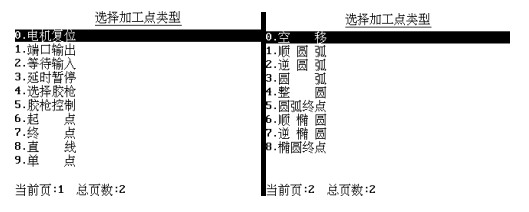 1.電機復位:可指定某個或多個電機復位,指定的電機完成復位后繼續 執行下一條指令。 2.端口輸出:可指定某個端口輸出開或關信號,延時設定的時間后繼續 執行下一條指令。 3.等待輸入:等待某個輸入端口為開或關才繼續下一步動作,可設定一 個等待超時時間,超時時間設置為0則一直等待該信號到達才繼續下一 步加工,超時時間不為0則超時時間到達后跳轉到指定的標簽處開始執行 加工。 4.延時暫停:延時設定的時間之后繼續下一步動作,若延時時間設置為 0則暫停程序執行,直到再次按下啟動或暫停鍵。 5.選擇膠槍:選擇哪把膠槍進行工作,默認為選擇第一把膠槍。 6.膠槍控制:可單獨控制某個膠槍打開和關閉。該指令一般在導圖功能 中使用,正常情況下使用“起點”和“終點”或者“單點”指令來控 制膠槍開關即可。 7.定義標簽:標簽名稱可以為數字、字母、符號或中文,程序調用或跳 轉時輸入相應的標簽名稱則可調用或跳轉到該位置。 8.設定速度:單位為毫米/秒,只能設置軌跡的速度不能設置空移的速 度,若設置為0則表示恢復到文件初始設置的軌跡速度。 9.加工結束:程序執行到這條指令時停止加工。 10.程序調用:可設置“文件號”,“起始標簽”、“結束標簽” “調 用次數”這幾個參數。  |
||
| 上一篇:小長假過后,來到廠內的譚先生 下一篇:自動點膠機的內部組成的3大部分 | ||
 主站蜘蛛池模板:
绝顶丰满少妇av无码|
亚洲国产精品日韩在线|
99久久亚洲精品无码毛片|
97人人添人澡人人爽超碰|
一区二区三区午夜无码视频|
亚洲 卡通 欧美 制服 中文|
湖州市|
久久亚洲精品无码播放|
伊人精品成人久久综合97|
99福利一区二区视频|
亚洲高清国产拍精品熟女|
亚洲中文字幕久久精品码|
日韩一区二区三区日韩精品|
亚洲aⅴ男人的天堂在线观看|
久久综合色之久久综合色|
偷偷做久久久久免费网站|
2021亚洲国产精品无码|
成人国产精品中文字幕|
狠狠亚洲色一日本高清色|
免费超爽大片黄|
精品乱人码一区二区二区|
亚洲国模精品一区二区|
久久人人爽人人爽人人片av|
激情在线一区二区三区视频|
国产精品午夜福利资源|
露脸叫床粗话东北少妇|
久青草精品视频在线观看|
九九热免费精品在线视频|
日韩有码中文字幕国产|
亚洲在战av极品无码|
国产精品国产自产拍高清|
中国少妇人妻xxxxx|
亚洲v欧美v日韩v国产v|
福利一区二区1000|
欧美乱人伦人妻中文字幕|
欧洲国产成人久久精品综合|
亚洲二区中文字幕在线|
亚洲无线一二三四区手机|
性欧美欧美巨大69|
久久毛片少妇高潮|
亚洲狠狠婷婷综合久久久久图片
|
主站蜘蛛池模板:
绝顶丰满少妇av无码|
亚洲国产精品日韩在线|
99久久亚洲精品无码毛片|
97人人添人澡人人爽超碰|
一区二区三区午夜无码视频|
亚洲 卡通 欧美 制服 中文|
湖州市|
久久亚洲精品无码播放|
伊人精品成人久久综合97|
99福利一区二区视频|
亚洲高清国产拍精品熟女|
亚洲中文字幕久久精品码|
日韩一区二区三区日韩精品|
亚洲aⅴ男人的天堂在线观看|
久久综合色之久久综合色|
偷偷做久久久久免费网站|
2021亚洲国产精品无码|
成人国产精品中文字幕|
狠狠亚洲色一日本高清色|
免费超爽大片黄|
精品乱人码一区二区二区|
亚洲国模精品一区二区|
久久人人爽人人爽人人片av|
激情在线一区二区三区视频|
国产精品午夜福利资源|
露脸叫床粗话东北少妇|
久青草精品视频在线观看|
九九热免费精品在线视频|
日韩有码中文字幕国产|
亚洲在战av极品无码|
国产精品国产自产拍高清|
中国少妇人妻xxxxx|
亚洲v欧美v日韩v国产v|
福利一区二区1000|
欧美乱人伦人妻中文字幕|
欧洲国产成人久久精品综合|
亚洲二区中文字幕在线|
亚洲无线一二三四区手机|
性欧美欧美巨大69|
久久毛片少妇高潮|
亚洲狠狠婷婷综合久久久久图片
|



